
鉅大LARGE | 點擊量:4484次 | 2018年09月30日





簡述鋰電池極片會常見的一些缺陷
1點狀缺陷
1.1氣孔:一是氣泡產生(攪拌過程、輸運過程、涂布過程);氣泡產生的針孔缺陷比較容易理解,濕膜中的氣泡從內層向膜表面遷移,在膜表面破裂形成針孔缺陷。氣泡主要來自攪拌、涂液輸運以及涂布過程。
1.2異物縮孔:各種顆粒(灰塵、油污、金屬顆粒等)產生。外來顆粒的存在導致顆粒表面處的濕膜存在低表面張力區域,液膜向顆粒周圍發射狀遷移,形成縮孔點狀缺陷,如圖4所示。預防措施主要有:涂液過濾除鐵、環境粉塵控制、基材表面清潔。
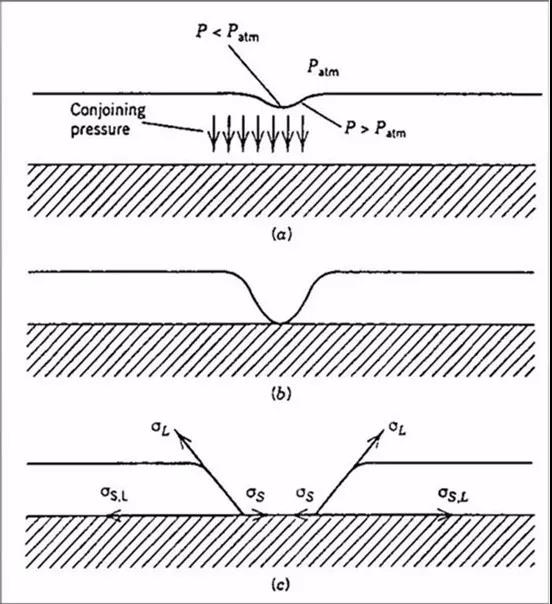
圖4異物顆粒處表面張力低,涂液向四周遷移
1.3團聚體顆粒凸起:如果漿料攪拌不均勻,導電劑沒有分散開,形成團聚體時就會產生此類缺陷,如圖5所示,極片表面出現大面積的凸起,放大這些地方觀察,發現這是導電劑的團聚體。這種缺陷主要還是改善漿料攪拌工藝來消除。
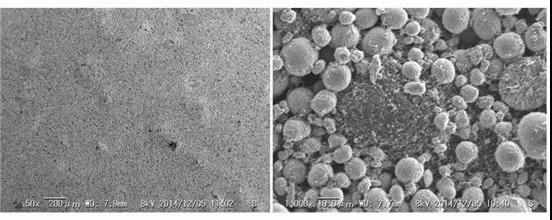
圖5團聚體顆粒凸起SEM形貌
2線狀缺陷
2.1劃痕:與涂布方向平行的線狀薄區或漏箔線條,如圖6所示。
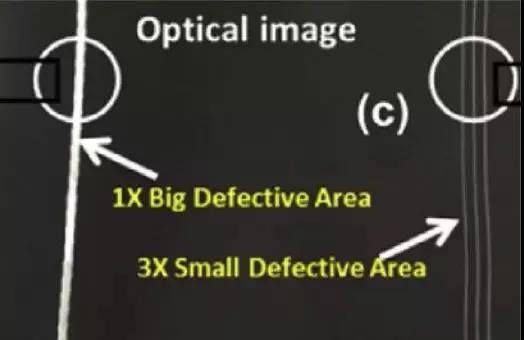
圖6涂布極片劃痕缺陷
可能原因
–異物或大顆粒卡在狹縫間隙內或涂布間隙上
–基材質量不佳,造成有異物擋在涂輥與背輥的涂布間隙上
–模具模唇損傷
對策
–清除唇口或涂布間隙的顆粒、檢查模頭唇口
2.2豎條道:與涂布方向平行的波紋,如圖7所示。

圖7涂布極片豎條道缺陷
可能原因
–通常發生于接近涂布窗口的速度上限,薄涂層更明顯。
對策
–調整漿料粘度
–降低涂布速度
–降低涂輥與背輥之間的涂布間隙
2.3橫向紋:垂直于涂布方向,固定間隔所產生的波紋或線條。
可能原因
–機械震動
–走帶速度波動
–漿料供料的流動發生周期性波動
對策
–確認機械擾動頻率與橫紋發生頻率是否相同
3邊緣效應
3.1厚邊:涂布過程,經常出現邊緣厚,中間薄的現象,即厚邊。產生厚邊的原因是表面張力驅動下的物質遷移。如圖8所示,開始時,濕膜的邊緣處較薄,溶劑揮發速度較中間快,導致邊緣固含量迅速升高,邊緣的表面張力遠大于中間濕膜的表面張力,邊緣處較大的表面張力以及較快的溶劑揮發驅動內側液體向邊緣移動,烘干后形成厚邊。
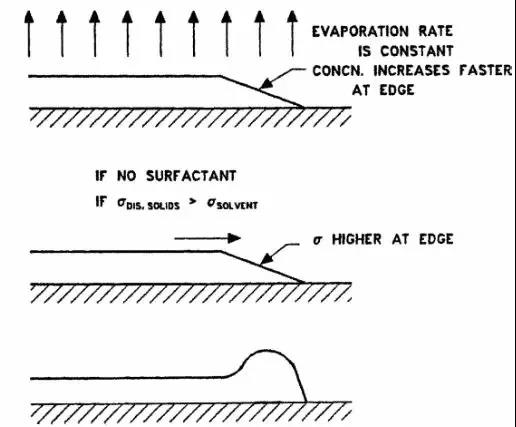
圖8干燥過程中厚邊現象產生過程
涂布厚邊現象是一種不利的缺陷,阻止和緩解厚邊現象的措施有:
(1)漿料流量一定時,減小狹縫尺寸能夠增加漿料在模頭的出口速度,從而降低漿料的拖曳力比值,進而減小厚邊涂層的厚度,但是狹縫尺寸變小模頭內部的壓力更大,更容易造成模頭出口形狀的膨脹,從而出現涂層橫向厚度不均勻性,這需要更高精度的涂布設備配合。
(2)涂布間隙減小能夠有限減小厚邊涂層的厚度和寬度。
(3)降低漿料的表面張力,如添加界面活性劑等,抑制干燥過程中漿料向邊緣的流延。
(4)優化狹縫墊片出口形狀,改變漿料流動速度方向和大小,降低邊緣漿料的應力狀態,減弱漿料邊緣膨脹效應。
上一篇:放電越盡,鋰電池損耗越大
下一篇:鋰電池自放電的原因及控制手段


















