
鉅大LARGE | 點擊量:1384次 | 2018年08月26日





簡述鋰電池極片擠壓涂布的常見的缺陷
目前,電動車、儲能電池等新能源產業在全球范圍內發展迅速。作為公認的理想儲能元件,動力鋰電池也得到高度關注。涂布機是動力鋰電池極片的生產關鍵工藝設備。目前,鋰電池極片涂布工藝主要有刮刀式、輥涂轉移式和狹縫擠壓式等。我在工作過程中,這三種涂布方式都接觸過。一般實驗室設備采用刮刀式,3C電池采用輥涂轉移式,而動力電池多采用狹縫擠壓式。
刮刀涂布
工作原理如圖1所示,箔基材經過涂布輥并直接與漿料料槽接觸,過量的漿料涂在箔基材上,在基材通過涂輥與刮刀之間時,刮刀與基材之間的間隙決定了涂層厚度,同時將多余的漿料刮掉回流,并由此在基材表面形成一層均勻的涂層。刮刀類型主要逗號刮刀。逗號刮刀是涂布頭中的關鍵部件之一,一般在圓輥表面沿母線加工成形似逗號的刃口,這種刮刀具有高的強度和硬度,易于控制涂布量和涂布精度,適用于高固含量和高黏度的漿料。
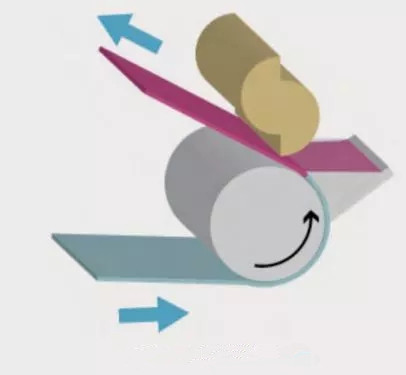
圖1逗號刮刀涂布示意圖
輥涂轉移式
涂輥轉動帶動漿料,通過逗號刮刀間隙來調節漿料轉移量,并利用背輥和涂輥的轉動將漿料轉移到基材上,工藝過程如圖2所示。輥涂轉移涂布包含兩個基本過程:(1)涂布輥轉動帶動漿料通過計量輥間隙,形成一定厚度的漿料層;(2)一定厚度的漿料層通過方向相對的涂輥與背輥轉動轉移漿料到箔材上形成涂層。
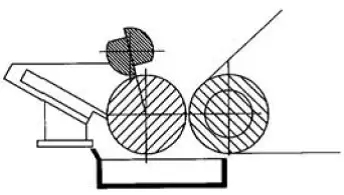
圖2輥涂刮刀轉移涂布工藝示意圖
狹縫擠壓涂布
作為一種精密的濕式涂布技術,如圖3所示,工作原理為涂布液在一定壓力一定流量下沿著涂布模具的縫隙擠壓噴出而轉移到基材上。相比其它涂布方式,具有很多優點,如涂布速度快、精度高、濕厚均勻;涂布系統封閉,在涂布過程中能防止污染物進入,漿料利用率高、能夠保持漿料性質穩定,可同時進行多層涂布。并能適應不同漿料粘度和固含量范圍,與轉移式涂布工藝相比具有更強的適應性。
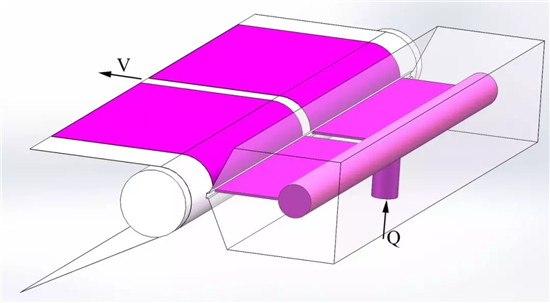
圖3狹縫擠出式涂布示意圖
要形成穩定均勻的涂層,涂布過程中就需要同時滿足這幾個條件:
(1)漿料性質穩定,不發生沉降,粘度、固含量等不變化。
(2)漿料上料供應穩定,在模頭內部形成均勻穩定的流動狀態。
(3)涂布工藝在涂布窗口范圍內,在模頭與涂輥之間形成穩定的流場。
(4)走箔穩定,不發生走帶滑動,嚴重抖動和褶皺。
涂布操作窗口是狹縫涂布一個重要的工藝參數,在實際生產中,當工藝參數超出操作窗口的范圍時,涂布缺陷便會產生。而涂布膜出現的缺陷種類眾多,原因各異,本文主要針對鋰離子電池狹縫擠壓涂布,就幾種常見缺陷進行分析,并給出相應解決方案。常見缺陷有點缺陷、邊緣效應、鋸齒缺陷等。
1點狀缺陷
1.1氣孔:一是氣泡產生(攪拌過程、輸運過程、涂布過程);氣泡產生的針孔缺陷比較容易理解,濕膜中的氣泡從內層向膜表面遷移,在膜表面破裂形成針孔缺陷。氣泡主要來自攪拌、涂液輸運以及涂布過程。
1.2異物縮孔:各種顆粒(灰塵、油污、金屬顆粒等)產生。外來顆粒的存在導致顆粒表面處的濕膜存在低表面張力區域,液膜向顆粒周圍發射狀遷移,形成縮孔點狀缺陷,如圖4所示。預防措施主要有:涂液過濾除鐵、環境粉塵控制、基材表面清潔。
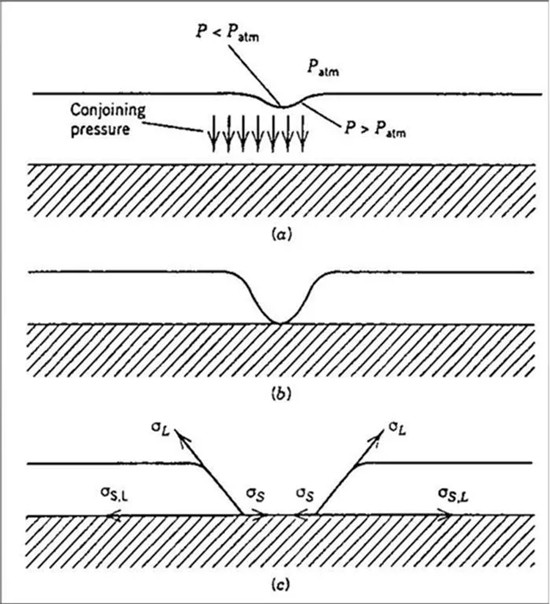
圖4異物顆粒處表面張力低,涂液向四周遷移
1.3團聚體顆粒凸起:如果漿料攪拌不均勻,導電劑沒有分散開,形成團聚體時就會產生此類缺陷,如圖5所示,極片表面出現大面積的凸起,放大這些地方觀察,發現這是導電劑的團聚體。這種缺陷主要還是改善漿料攪拌工藝來消除。
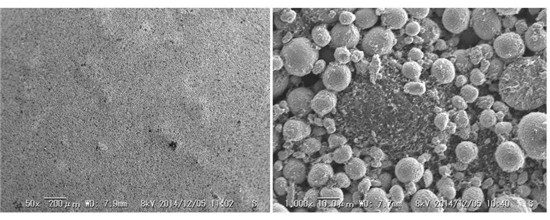
圖5團聚體顆粒凸起SEM形貌
2線狀缺陷
2.1劃痕:與涂布方向平行的線狀薄區或漏箔線條,如圖6所示。
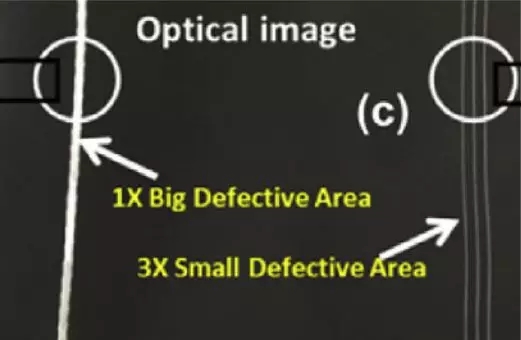
圖6涂布極片劃痕缺陷
可能原因
–異物或大顆粒卡在狹縫間隙內或涂布間隙上
–基材質量不佳,造成有異物擋在涂輥與背輥的涂布間隙上
–模具模唇損傷
對策
–清除唇口或涂布間隙的顆粒、檢查模頭唇口
2.2豎條道:與涂布方向平行的波紋,如圖7所示。

圖7涂布極片豎條道缺陷
可能原因
–通常發生于接近涂布窗口的速度上限,薄涂層更明顯。
對策
–調整漿料粘度
–降低涂布速度
–降低涂輥與背輥之間的涂布間隙
2.3橫向紋:垂直于涂布方向,固定間隔所產生的波紋或線條。
可能原因
–機械震動
–走帶速度波動
–漿料供料的流動發生周期性波動
對策
–確認機械擾動頻率與橫紋發生頻率是否相同
3邊緣效應
3.1厚邊:涂布過程,經常出現邊緣厚,中間薄的現象,即厚邊。產生厚邊的原因是表面張力驅動下的物質遷移。如圖8所示,開始時,濕膜的邊緣處較薄,溶劑揮發速度較中間快,導致邊緣固含量迅速升高,邊緣的表面張力遠大于中間濕膜的表面張力,邊緣處較大的表面張力以及較快的溶劑揮發驅動內側液體向邊緣移動,烘干后形成厚邊。
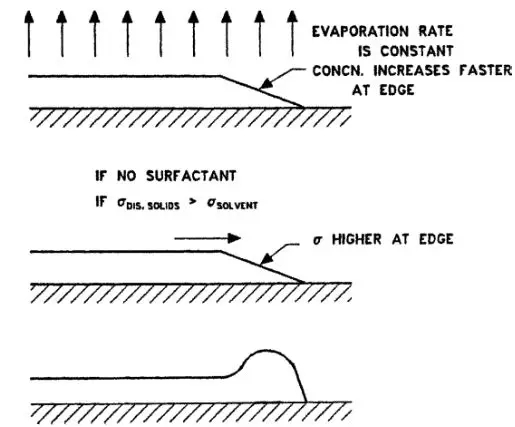
圖8干燥過程中厚邊現象產生過程
涂布厚邊現象是一種不利的缺陷,阻止和緩解厚邊現象的措施有:
(1)漿料流量一定時,減小狹縫尺寸能夠增加漿料在模頭的出口速度,從而降低漿料的拖曳力比值,進而減小厚邊涂層的厚度,但是狹縫尺寸變小模頭內部的壓力更大,更容易造成模頭出口形狀的膨脹,從而出現涂層橫向厚度不均勻性,這需要更高精度的涂布設備配合。
(2)涂布間隙減小能夠有限減小厚邊涂層的厚度和寬度。
(3)降低漿料的表面張力,如添加界面活性劑等,抑制干燥過程中漿料向邊緣的流延。
(4)優化狹縫墊片出口形狀,改變漿料流動速度方向和大小,降低邊緣漿料的應力狀態,減弱漿料邊緣膨脹效應。
下一篇:動力電池回收所需要解決的問題


















